By Max Osborne – fmr. Head of Engineering
Max Osborne is an Aerospace Engineer by background and enjoys following trends and developments in commercial airline and aeroplane markets. During his tenure at Boeing, Max held multiple roles including Lead Technical Engineer for Composite Fabrication.
& Peter Lockett – Manufacturing Engineer
Peter Lockett is a commercially astute manufacturing development and delivery engineer. With extensive experience in materials and process engineering, including composites manufacturing within aerospace, particularly with Boeing’s 737 & 787 aircraft, Peter brings crucial experience to Titomic.


In the last article we looked at the coming demand for new commercial aircraft and the supply chain challenges in producing new cutting-edge carbon fibre aeroplanes related to tooling and equipment for their production. One of the specific challenges is the production and performance of the necessary tools which are needed for fabricating carbon fibre composites.
One opportunity is the use of new materials and processes for manufacturing these tools. Titanium, for example, has not been widely utilised as a material for composite lay-up and mould tooling applications due to prohibitive costs when manufactured conventionally.
When manufactured from a billet, the cost of raw material and machining is high, and Titanium vacuum casting processes are complex with a limited supply chain. But new near-net shape additive manufacturing techniques, such as Titomic’s near-shape Kinetic Fusion cold spray, are making Titanium a cost-effective option, as well as offering other advantages for mould tooling applications.
Benefits of Titomic Kinetic Fusion for tooling
• Light-weight – easily transported, stacked, and heated;
• Extremely high corrosion resistance– reduced maintenance, increased tool life; and
• High hardness and wear resistance – reduced damage and maintenance and increased tool life.
In addition to these significant technical benefits, the thermal material properties and heat response of Titanium (that varies from Steel and Invar) can support faster ramp rates and enable reduced overall composite cycle times.
Although for many large tools Invar is necessary (due to a similar CTE with composite lay-ups), Titanium is a great material solution for small-to-medium-sized tooling where tool growth is not critical and ramp rates and cure times are constrained by tool thermal mass and/or heating (and cooling) capacity of the equipment (referred to as “tooling limited” processing rather than “material system limited”).

This is a key advantage of structural thermoplastics (being fibre reinforced thermoplastic matrices) compared with fibre reinforced thermosets, in that they are essentially not limited in heating rates by cure kinetics (polymer cross-linking is a timed, exothermic process and can result in exothermic runaway if performed too quickly with too much additional heat).
Cool-down rates are also limited by the material (the resin matrix) for full recovery of elastic modulus which, if too rapid, can lead to thermal warpage and cracking. With thermoplastics, you essentially heat them up, “set” them, and cool them down as fast as possible. The engineering challenge moves to one of tooling and equipment design to allow this to occur as fast as possible – which is where strong, stiff, low mass, higher thermal performance tooling such as Titanium has benefits.
Titanium versus Invar & mild steel
The following is a brief thermal analysis comparing Titanium as a tooling material with Invar and Mild Steel.
A thermal analysis of a core sample is conducted through a face plate subject to single-sided convective heating simulating an oven or autoclave. [It is worth noting that both are exceptionally thermally inefficient heating mechanisms. A huge amount of energy is consumed to heat the vessel, air, tool, and eventually, the composite part. At the end of the cycle the heat energy is then expelled into the atmosphere. According to some studies, less than 0.1% of the total energy consumption is used to do useful work, being the curing of the composite.]
A comparison of the physical and thermal properties from each of the materials is shown below.
Comparison of Material Properties for Tooling
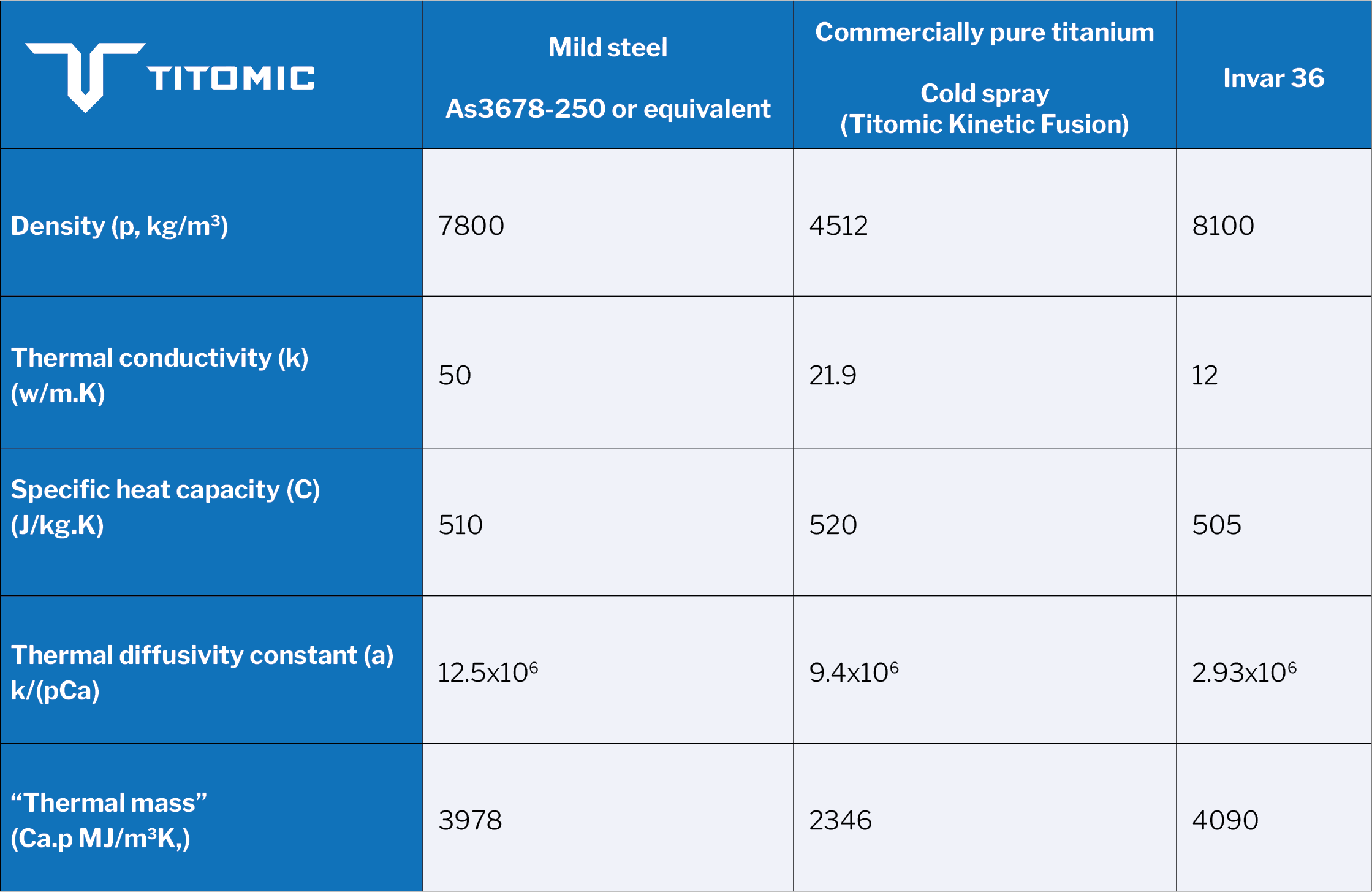
These properties are used for a finite element-based thermal heating simulation using a typical oven air profile.
The only heat transfer (in or out) is at tool inside surface, and the oven air is ramped from 20°C to 200°C (a typical air temp overshoot) in 90 minutes, then back to 180°C being the steady state dwell (target cure) temperature. It is assumed that the evacuated preform and breather insulate the lay-up on the working surface of the tool so that heating only occurs inside.
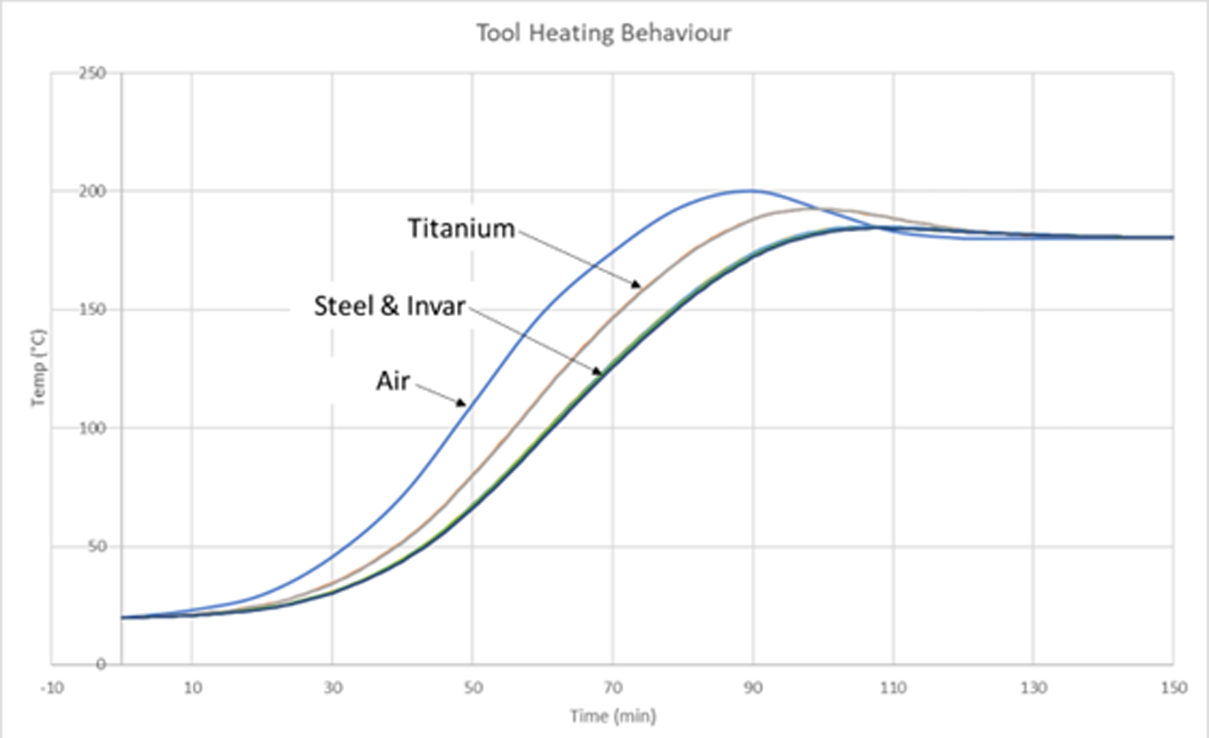
A Titanium tool (and therefore, composite layup) will heat up faster than Steel or Invar tooling for the same tool geometry and equal oven/autoclave convective heating conditions.
In addition to the faster cycle times, Titanium is highly durable and corrosion resistant meaning less tool preparation between cures or after a period of storage, whereas Steel or Invar tooling rusts, requiring restoration if taken out of service and stored for more than a few weeks, depending on the environment and conditioning with oils (which then also need to be cleaned and removed). By contrast, a Titanium tool can be placed on a shelf and then used when needed.
Although not as corrosive resistant as Titanium, Aluminium has its positives. But it is much softer, less durable and the coefficient of thermal expansion (CTE) is significantly higher, meaning tool growth is usually unacceptable for high tolerance composites such as those used in aerospace.
Titanium tooling is suitable for fabricating parts up to a few metres long before CTE differentials at cure generally start to necessitate Invar for high tolerance composites, and/or advanced methods of tooling compensation.
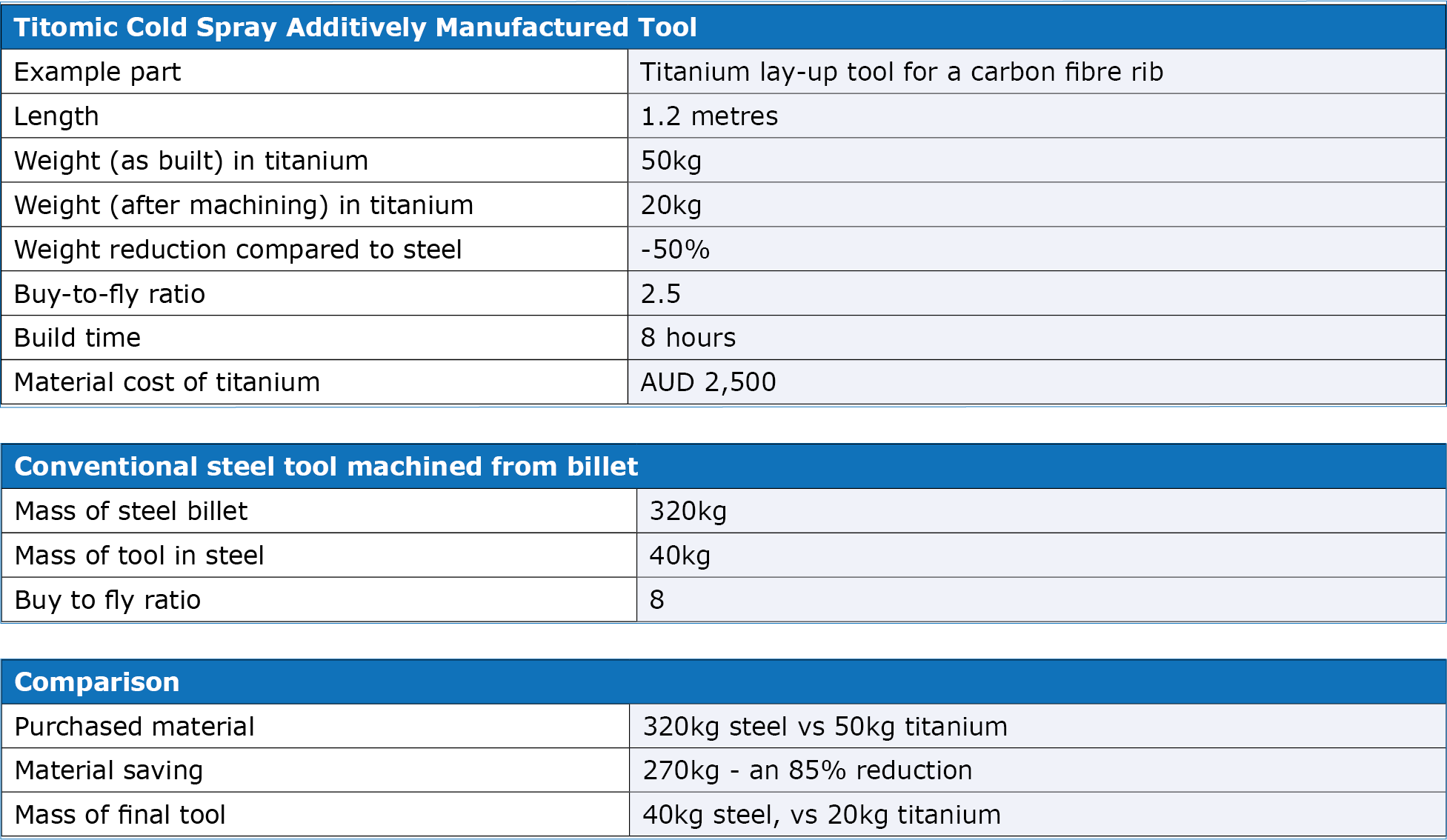
The rib tool below was additively manufactured from powder in just a few days using Titomic’s cost-effective commercially pure Titanium powder milled directly from sponge, making it cost competitive compared with traditional Steel or Invar tooling with a significantly reduced lead time. As long lead time tooling and billets are often the critical path for composite manufacturing programs, this technology allows for later configuration freeze and/or late-stage design changes.
Although no perfect tooling material exists and selection is a trade-off of mass, conductivity, CTE, cost and other factors, for many applications Titanium is a great fit.
Case study: steel vs titanium tooling - Titomic Kinetic Fusion